

前回の指板接着は問題なくいったようです↓

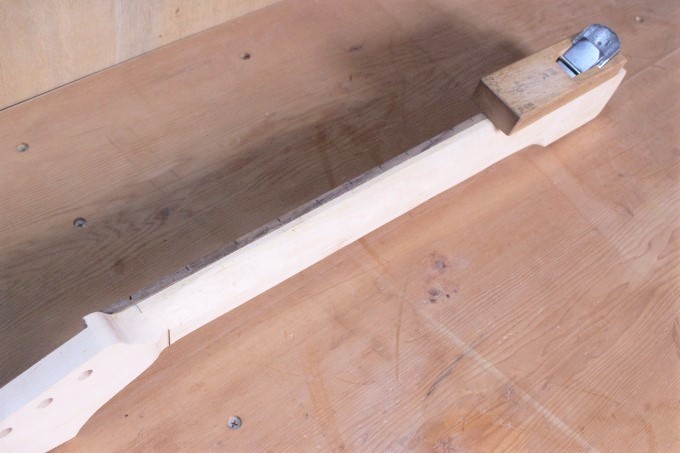
まずはサイドのはみ出た指板をネック側(メイプル面)に合わせて削っておきます↓
画像では豆平鉋で削っています。ナット付近は鉋では削りづらいので鉄やすりを使用します。
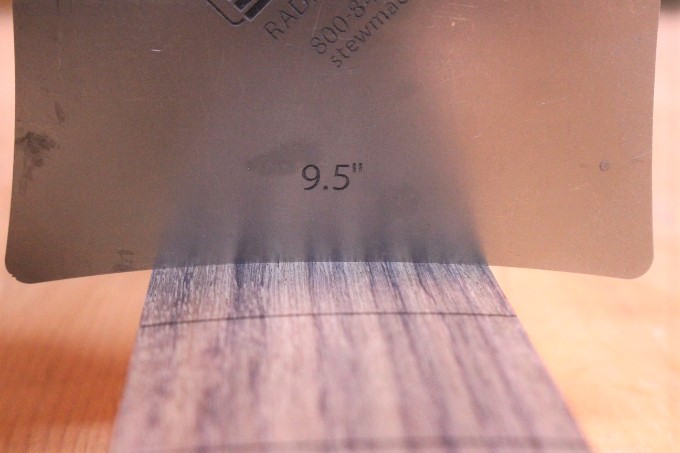
次は指板の「R加工」をします↓
Rは9.5(約240mm)に設定。R加工専用のサンディングブロックで削っていきます。使用する紙やすりは150番位が良いです。
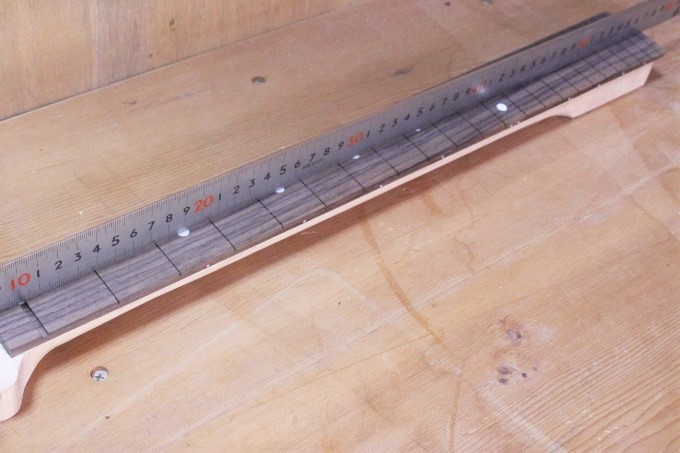
※R加工時は設定したRにするのはもちろん指板の直線を崩さないように注意しながら削っていきます。60cmほどのスケールで定期的に確認すると良いです。

加工後のR確認↓
指板のRが仕上がったらポジションマーク用の穴を上面とサイドに開けていきます↓


穴を開けたらポジションマークを接着剤で取り付けます。
取り付けた後は先ほどのサンディングブロックでポジションマーク上部の余分な部分を削りながら指板を整えていきます。この時に紙やすりの150番から600番位まで段階的に削って仕上げていきます。
※この時も直線の確認を忘れずに。

加工後↓

次はフレット打ち↓
今回のフレットは三晃製作所の「214H」を使用します。

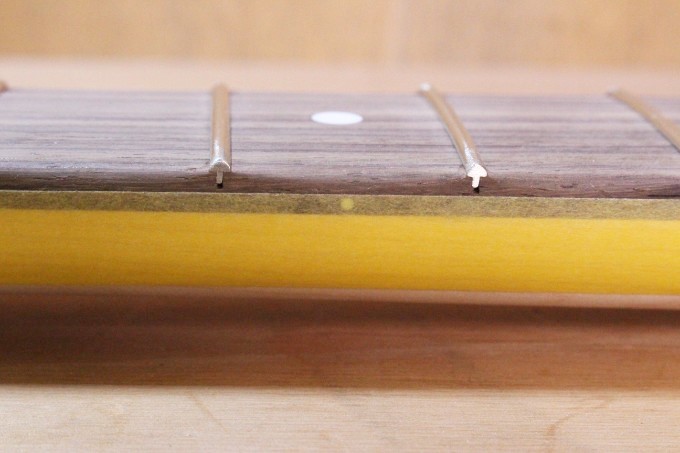
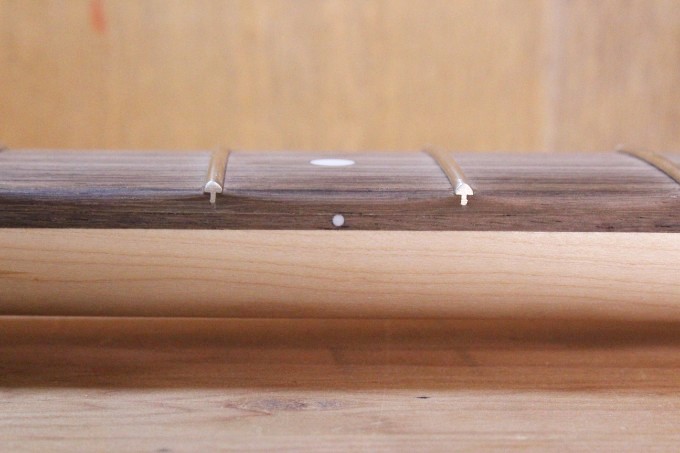
フレットはおなじみのボール盤につけたプレスで打ち込んでいきます↓
※画像のフレットは両サイドを仮打ちした状態で最終的にプレスで隙間がないように仕上げます。

フレット打ち完了後↓

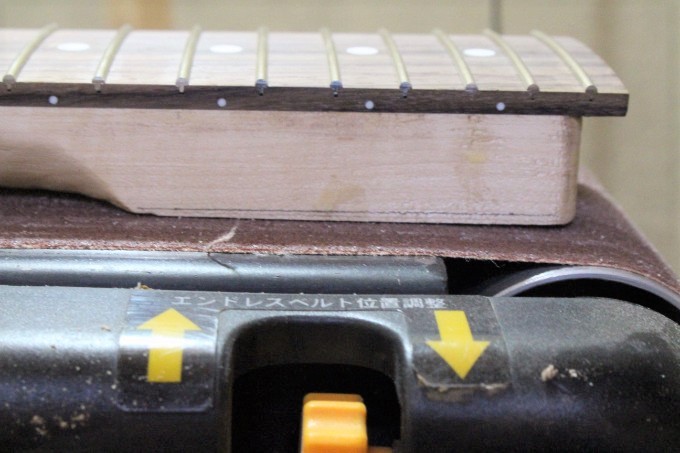
次はヘッド部のカーブ加工をベルトディスクサンダーで行います。
サンダーである程度荒加工した後はやすりなどで仕上げます。

カーブ加工後↓

ヘッド部のカーブ加工が終わったらジョイント部とヘッドの厚みを仕上げます。(ジョイント部は25.5mmヘッドは14.5mmに設定)
荒加工はベルトディスクサンダーで行います。
ヘッドとジョイント部の厚みを仕上げたら南京鉋、小刀、やすりなどを使用してネックグリップを仕上げます↓
今回は1フレットを21.8mm、12フレットを23.8mmの厚みにしています。(普通より気持ち太めです)

ネックグリップ加工完了後↓
最終的に紙やすりの150番で加工跡を消しています。

グリップ加工後はナットの取り付け↓
素材はオイルに漬けた無漂白の牛骨を使用します。
ナット溝に対して「ゆるすぎず、きつすぎず」の状態になるようにベルトディスクサンダーや紙やすりで厚みを微調整していきます。

取り付け完了↓

次はフレットサイドの溝をウッドパテで埋めておきます↓

パテ埋め完了↓
パテ埋め後はネック全体を150番→240番→320番→600番の紙やすりで順に磨き木地調整を完了させました↓


木地調整が完了したらボディのジョイント部にネックを取り付けクランプで仮固定します↓
※ボディのセンターとネックのセンターがずれないように注意。
仮固定したままハンドドリルでジョイント穴を開けていきます。

穴あけ完了↓

次にジョイント部のサイド(ボディ側)をネックとピッタリになる様に削っておきます↓

ボディ全体もネック同様に木地調整↓
紙やすりの150番→240番→320番→600番の順にボディを磨きました。
※ボディのトップとバックはランダムサンダーで磨き、サイドは手作業です。

木地調整も終わったので最終的なボディ重量を測ってみました↓
前回計測した時よりも多少軽くなっています。

今回はここまで
ばんば

