

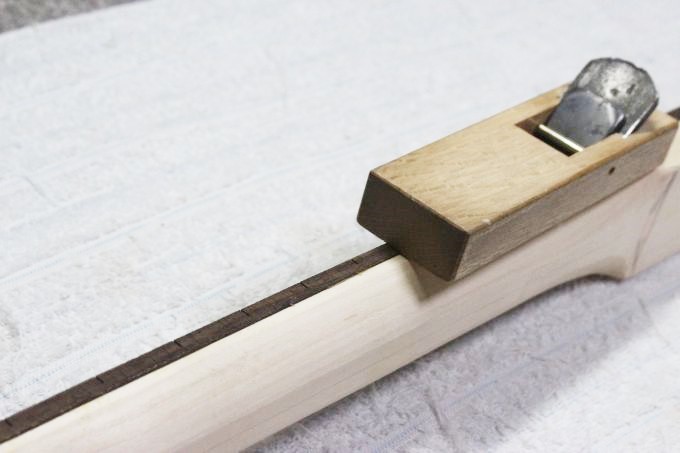
指板サイドを鉋やノミなどでメイプル部と面一にしておきます↓
指板サイドを面一にしたら上面のR加工を行います↓
Rは9.5インチ(約240mm)のサンディングブロックを使用して削り出します。

加工後↓
専用のRゲージで加工面を確認。※Rの確認だけではなく指板上の直線もスケールで要確認。

指板のR加工が終わったらボール盤でポジションマークの穴を上面とサイドにあけます↓


穴あけが終わったらポジションマークを接着しはみ出た部分はヤスリなどである程度削り取ります↓

最終的にもう一度R加工用サンディングブロックを使用してポジションマークの上面をならすと同時に指板面も整えます(紙やすり320~600番程度まで)

サイドのポジションマーク接着↓
サイドも上記同様にはみ出た部分は処理しておきます(画像は処理前)。

ポジションマーク加工完了後↓
次にフレットの打ち込み↓
フレットはプレスして打ち込みます(フレットの両端はハンマーである程度叩き入れています)。

フレット打ち込み後↓
※フレット両端はカット後に鉄ヤスリで処理しています。

フレットを打ち込んだらヘッド表のカーブ加工とヘッド裏、ジョイント部(底面)の厚み出しを行います↓
荒加工は画像のベルトディスクサンダーで行い、仕上げはノミやヤスリなどで行っています。



加工後↓

ヘッド裏とジョイント部は平面も要確認。


ヘッド裏とジョイント部の厚みが仕上がったらグリップ部の仕上げを行います↓
グリップは仮加工時に少し太めに加工しているのでこの段階で厚みを仕上げ値まで削りその後は南京鉋、小刀、ヤスリなどでグリップ形状を仕上げます。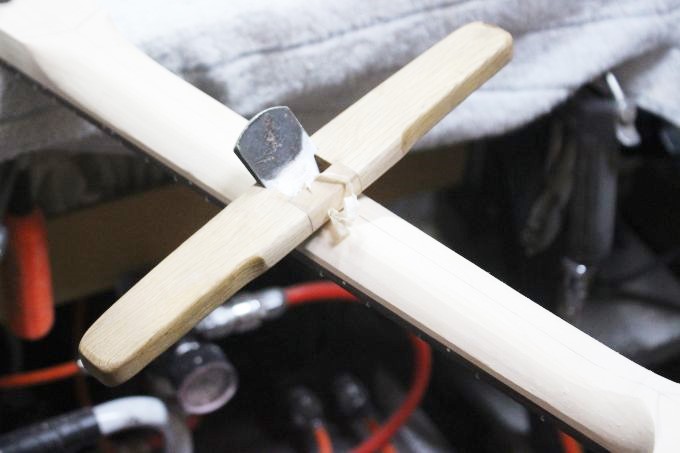
加工後↓

型取りゲージでグリップ形状の確認。

次はフレットサイドの溝をパテ(コクソウッドパテ)で埋めておきます。↓
※メイプル部は汚れないようにマスキングテープで保護。
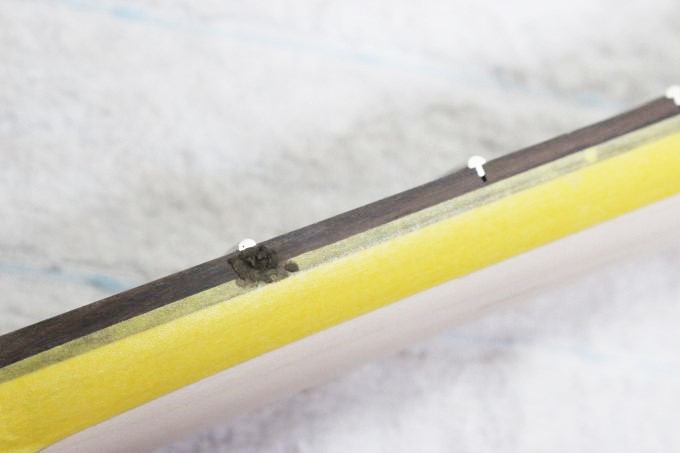
パテ埋め後↓
余分なパテは紙やすりで削り取っています。

パテ埋めが終わったらナット(無漂白牛骨)を取り付けておきます↓

ナットを取り付けたらボディとネックをクランプで仮止めした状態でネック側にジョイントビス用の穴をあけます(ハンドドリル使用)↓
※この方法以外でも可。

加工後↓

最後にネックとボディの木地調整を行います↓

木地調整後↓


今回の作業動画はコチラ↓
ばんば

