

大体の加工はベルトディスクサンダーの円柱部に当てて削っていきます↓
加工にはノミなども使用しています(動画参照)。

ある程度形が整ったら丸棒と紙やすりを使用し滑らかなカーブにします↓


次はヘッドとヒール部の厚みを仕上げていきます↓
ここでも大体の加工はベルトディスクサンダーを使用します。(予定の厚みに近づいてきたら紙やすりで仕上げます。)

ヘッドとヒール部の厚みが整ったら今度はグリップ部の厚みを整えます↓
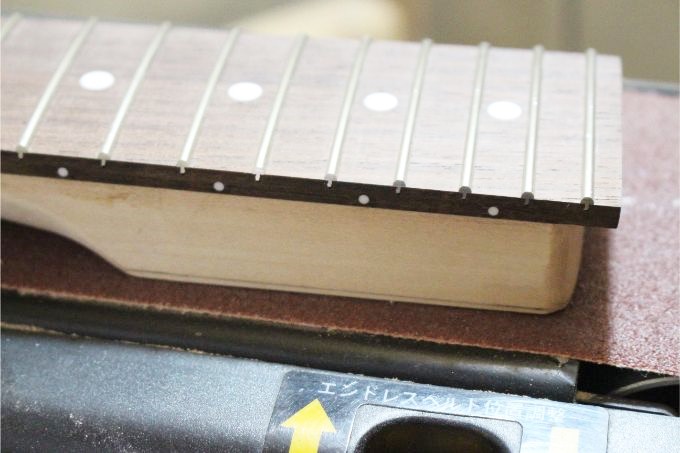
先に1フレットと12フレット付近を南京ガンナなどでえぐるように削って厚みを出し、完了したら1フレットと12フレット部を直線で結ぶ様に豆平鉋で仕上げます。


加工後↓
 直線がしっかり出ているかもチェックしておきます。
直線がしっかり出ているかもチェックしておきます。

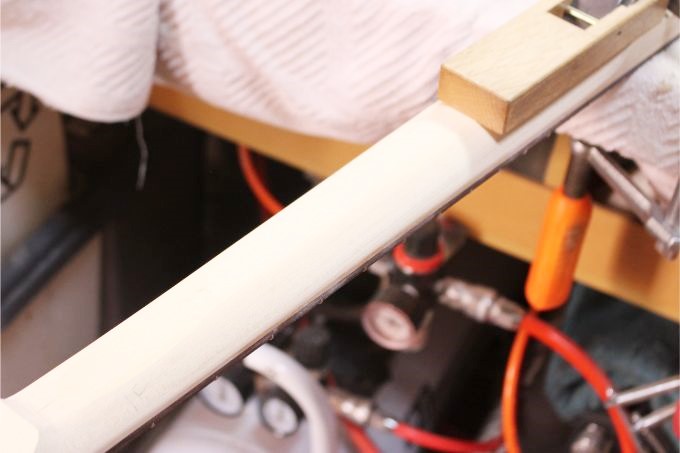
グリップ部の厚みが仕上がったらグリップの形状を仕上げます↓
加工は南京ガンナや小刀を使用し、形状は治具を使用しながら整えていきます。



加工後↓

ちなみに1弦側は柾目で6弦側は板目の追柾目になりました。

グリップの形状が整ったらジョイント部を削ります↓
僕の場合はネック側をボディ側に対してあらかじめほんの少しだけ大きめに作っています。なので紙やすりで少しづつ削りながらボディ側にちょうどよくセット出来る様に調整します(センターがずれないように)。


加工後↓
この部分のタイトさは後々の塗装の厚み分も考慮した方が良いです。かなりタイトに仕上げてしまうと完成後ジョイント部にはまらなくなったりする場合があるからです。
※後日に行うネック全体の木地調整でもジョイント部が多少緩くなるのでその分も計算した上での作業が必要です。
次はナットの取り付けを行います↓
素材は無漂白牛骨を使用します。

牛骨をナット溝の幅に合う様に厚みを整え、上面は指板のRに合わせて大体の形状に加工してから接着を行います。

接着後↓

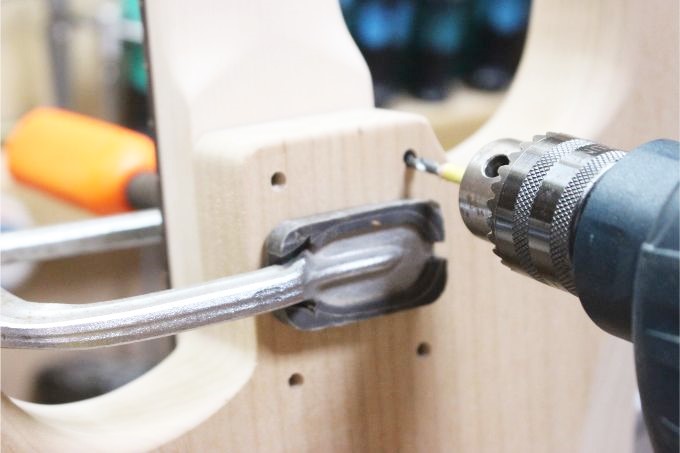
最後にネックとボディをクランプで固定した状態でネック側のジョイント穴をあけます↓
自作シリーズの初期の方では「ネックをボディにクランプで個体した状態でジョイント穴をあける」事の意味を説明していましたがここ最近では説明を省いていましたので改めて記載しておきます(ここ最近この方法での穴あけの意味が分からないとの問い合わせが複数ありましたので)。
実際の作業の動きは動画でご確認下さい(斜めにあけてから真っすぐに切り替える時が一瞬なので注視して下さい)。
※難易度は通常の穴あけよりも少し上がるので無理そうだなと思う方はやめておいた方が無難です。その場合はネックとボディをクランプで固定せずネック単体だけで真っすぐな穴をあけましょう。
加工後↓
変則的な穴開けですが加工後の穴は通常とほとんど変わりありません。

今回の作業動画はコチラ↓
ばんば

